Manufacturing | 14 Aug 2020 | 12 min
How to utilize the power of Big Data in Manufacturing
Manufacturing | 14 Aug 2020 | 12 min
Transforming manufacturing with Big Data and Data Engineering
As part of the manufacturing industry, everyone you seek a solution from always has two questions:
We are going to add a third question-how digitally ready are you?
Problems are part of every industry, what you need to do now is to up your ante, go the digital route, do more with your data, implement advanced analytics, embrace new digital trends (AI, Machine Learning, Big Data, Cloud) , take a hard look at the data management tools that you are using.
The world now speaks one language-the language of Data. And so, in a data driven world, Big Data, what you can also call an information bank is going to help you make the right decisions, streamline your business operations, and bombard you with wonderful analytics so that you have enough insights to steer your ship in the clear.
Every industry actually – healthcare, retail, finance, and manufacturing. What is most interesting in this mix now for me is manufacturing (frankly because it is now in the post- COVID world that we need to think literally out of the box for manufacturing-with all of us being pushed to ‘all-hands-on-deck, virtually-please’ mode.
So how can the manufacturing industry think different, well they need to thing big-Big Data.
Manufacturing enterprises currently are looking for a way to handle the process of navigating the flow of surreal data coming their way. Not every information that comes through the source window is useful, but the supply of the data is quintessential. A study suggests, 33% of all the data acquired by any organization can be utilized when analyzed correctly. But, only 0.5% of the total sourced data is ever used by the said entity.
The conclusion to this plot lies in realizing that manufacturers among others can’t seem to utilize the remaining 32.5% of half-processed data. This untouched information can prove to be a valuable business insight driver and enhance their revenue outcomes. The nature and amount of data produced in the manufacturing sector is influenced by Big Data trends that most manufacturers are just starting to discover. The potential for using Big Data tools is revolutionary.
Manufacturers can use Internet of Things (IoT) to get real-time data, they can then enrich and cleanse the Big Data, and finally use Artificial Intelligence and Machine Learning to discover patterns to automate and scale.
Big Data is present everywhere. It surrounds itself with all the collected data and fits right into the bigger picture of the process curtailing to informed decision making.
The most important thing when it comes to manufacturing data analytics is quality, maintenance, sensor, and design information that can be obtained and amalgamated to derive patterns while getting key data from the generated reports.
Once they get the data all that is left is to train it to produce more reliable outputs with every new input. Here are a few instances where Big Data can be used in Manufacturing.
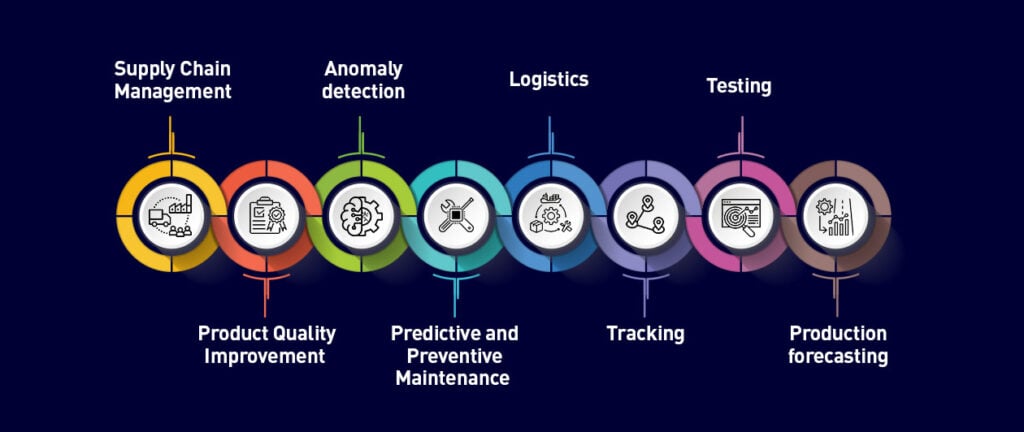
Supply Chain Management: Big Data can help predict supplier actions with greater certainty and optimize supply chains to reduce risk. E.g. Suppliers can share production data with customers and partners; manufacturers can see exactly why the supplier got delayed and have enough information to quantify supplier dependency.
Product Quality Improvement: Sensor data analysis can help detect manufacturing defects early on, so the time and costs for production can be adjusted accordingly.
Anomaly Detection: Big Data can be used to identify anomalies, or deviations from norms with a higher degree of certainty and statistics.
Predictive Maintenance: Operational data can be collected and analysed real time with Predictive maintenance. This data can then be used to recognize patterns and maintenance can be predicted well in advance. This means your supervisors can repair and maintain assets before an unexpected breakdown occurs and the damage is irreversible.
Logistics: This is perhaps the area with least exposure to Big Data. But it is most needed here, warehouses and transportation can use big data tools to fetch a better return on investment. Big data can help track freights, weather, and even road conditions in actual time, which means it can help avoid routes that are prone to natural disasters and save costs.
Tracking: Big Data analytics solutions can help track employees who use their badge to enter the production units, it can also find hidden patterns in your processes and thus help you embark on new initiatives with more certainty.
Testing: Digital twins and virtual environments are most useful when testing products before production begins or implementations are made. This helps manufacturers cut down on their risks significantly.
Production Forecasting: The data collected from your suppliers, operations, and business processes can go a long way in helping you predict demands better, and thereby be better prepared for the future.
As Big Data creates a lot of information, business enterprises in the manufacturing sector need to not just store data but analyze it efficiently. Data visualization becomes imperative in such cases where the advantages of the collected data are required to be derived.
How then can an organization go about knowing how to retain their market position, identify ways of cutting costs, improving quality, and reduce time to market and the like?
To have successful data strategy and make the fullest use of Big Data, it is important to know how to utilize the various sources of data available to you, consolidate them, and manage them well. You must look for big data tools that can help you collect, transform, analyze, and visualize performance indicators that can track the performance of your business objectives. You must also identify the right areas to focus on when you build a digital strategy:
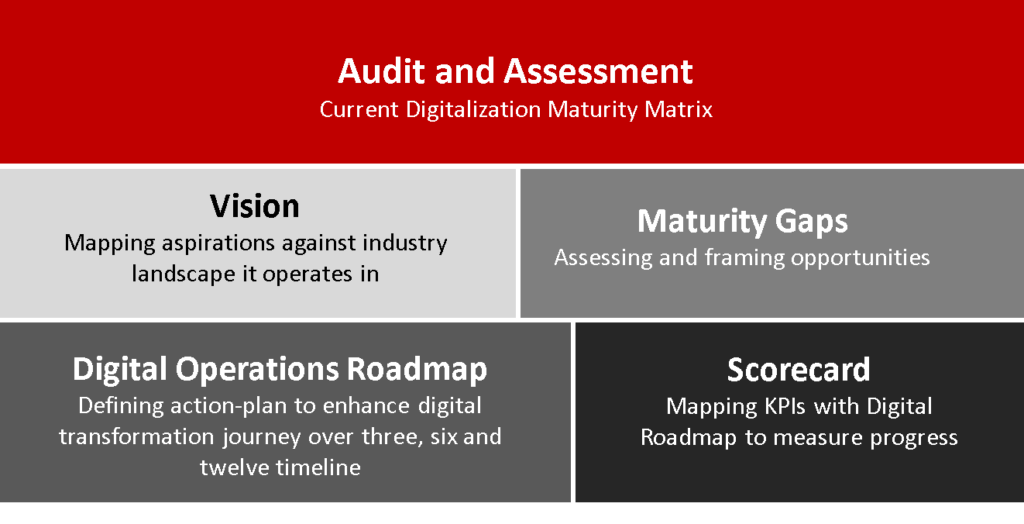
Having a good grasp of your data maturity level, means knowing how ready you are to take on your industry peers. And once you know how ready you are, leveraging Big Data and applying the latest data science innovations into your manufacturing processes is only a matter of time.
Write to us, to know more about our services, or how we helped a manufacturing giant predict product faults with 80% accuracy.
we'll keep you in the loop with everything that's trending in the tech world.